板片立式焊接专机
一、设备简介
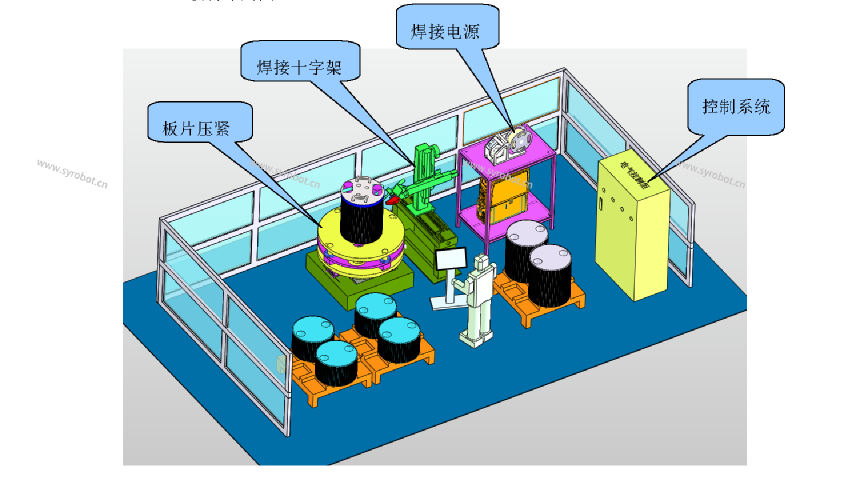
本专机主要由五部分组成;通过人工将板片放到指定位置,在控制台上按下启动按钮开始焊接;设备实现板片的自动上下料,提高产品的焊接效率及焊接质量;降低了工人的劳动强度;
二、设备特点
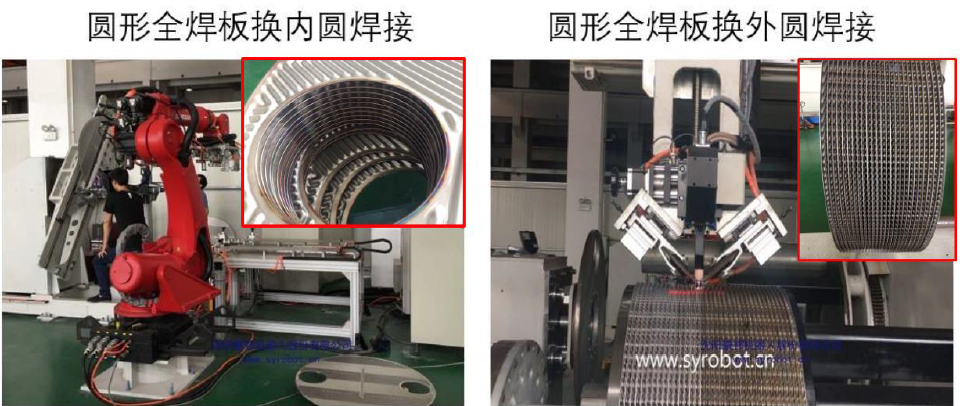
✅ 精准焊接: 这种设备设计用于板片的内圆和外圆连接,具备高精度的焊接能力。确保焊接缝隙准确无误。
✅ 多功能应用: 该设备可以适应不同尺寸和类型的板片,无论是内圆还是外圆连接,都能提供灵活的解决方案。
✅ 高效生产: 设备能够高速、高效地执行焊接任务,从而提高生产效率。您将看到焊接速度的显著提升,创造更多商机。
✅ 智能控制: 先进的控制系统和技术,确保焊接过程的稳定性和可靠性。智能化的控制系统使操作变得简单。
✅ 适应多种材料: 无论是金属还是合成材料,设备都能应对不同材料的焊接需求,为您提供全方位的制造解决方案。
✅ 安全保障: 设备通常配备高级安全系统,保障操作人员在焊接过程中的安全。传感器和自动停机机制提供额外的安全保护。
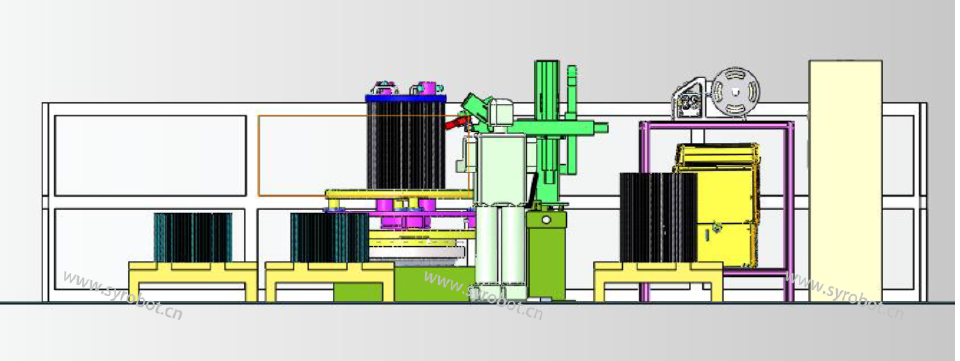
三、设备3D设计图
此设备可根据客户需求,定制化生产制造。
外圆立式焊接专机
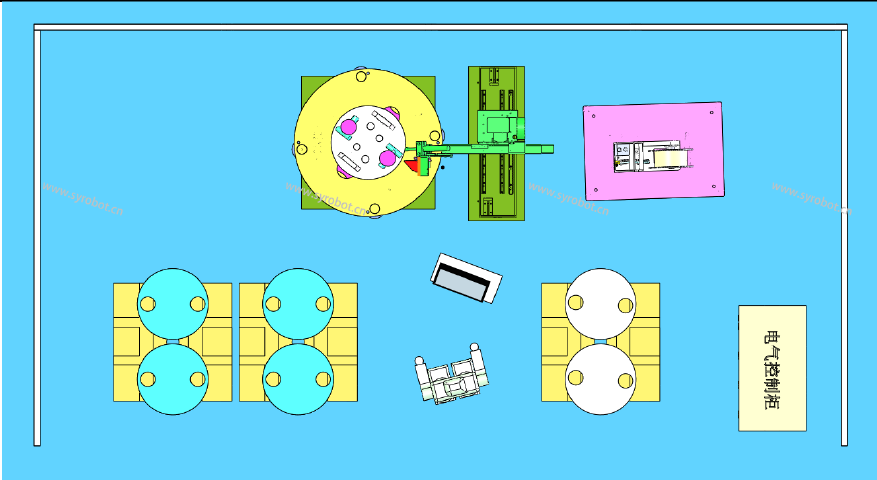
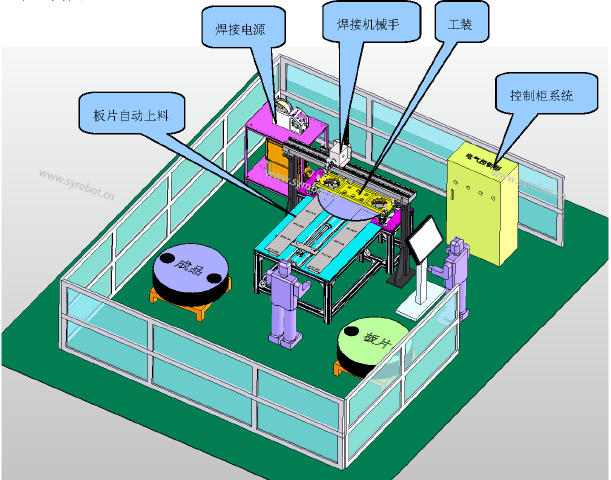
1.设备布局图:
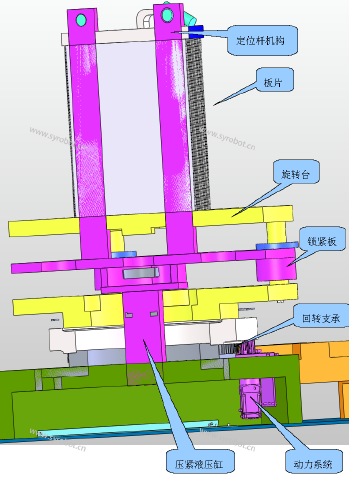
2.液压压紧机构:
内圆立式焊接专机
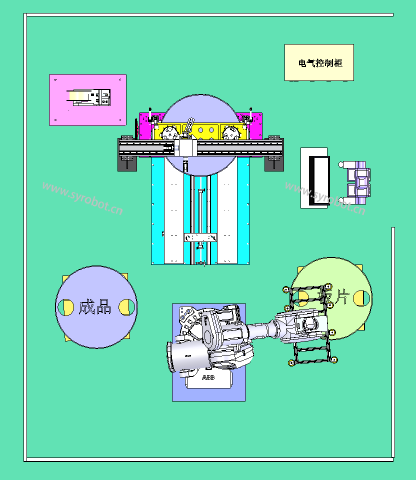
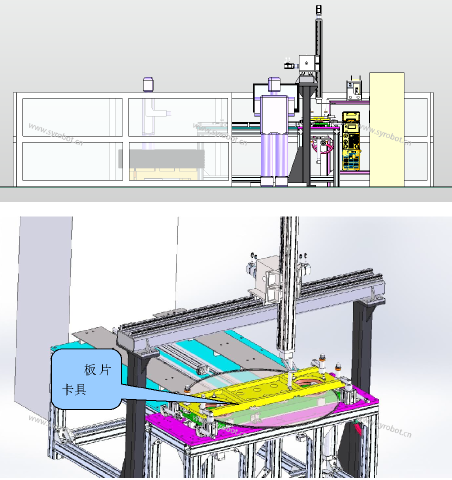
1.主要设备构成及加工工艺流程示意图:
四、装配流程
外圆立式焊接专机:
工序1:工人将板片摆放到自动旋转压紧台上;板片上完后明确下整齐度,后将定位销放入定位杆中,
工序2:手动启动压紧机构液压缸,将板片压紧,然后启动焊接机械手;
工序3:人在控制系统上选择相应板片型号,确认好焊接的参数,和调整好枪的位置后,然后按下启动键;
工序4: 完成一圈焊接后自动进行下一圈的焊接,指到焊接完成。焊接完成后,收起压紧机构,把定位销从定位杆中移出,然后在吊走工件;完成一个工件的全部焊接。
工序5:执行工序1到工序4,直到工件全部焊接完成或停止焊接为止;
内圆立式焊接专机:
工序1:工人将板片按规定摆放到自动上下料系统的指定位置,然后按下启动按钮;
工序2:自动上下料系统将板片推入板片卡具中,然后自动定位并加紧板片;
工序3:焊接机械手启动,焊接板片;
工序4: 焊接完成后,自动上下料系统将焊接好的板片取出,然后由工人更换新的板片;
工序5:执行工序1到工序4,直到板片焊接结束;
五、案例