Adaptive automatic tapping machine


Adaptive automatic tapping machine(Click to enter the video)
Product Status
Existing process: Manual table drilling over buckling.
Problems with the existing process:
①High skill requirements for workers;
②High labor intensity。
Technical Notes
The use of CNC workstations can be a good solution to the existing problems.
Workstation configuration table:
| Serial No. | Name | Quantity |
|---|---|---|
| 1 | Control System | 1 |
| 2 | Truss structure | 1 |
| 3 | Variable position system | 1 |
| 4 | Clamps | Matching selection |
| 5 | Feeding mechanism | 1 |
Function Introduction And Features
This workstation has a total of one set, controlled by a CNC system or PLC, which operates with high precision and speed, and greatly improves the working efficiency. The control system is sensitive and reliable, with low failure rate, and easy to operate and maintain. Adopt double workstation design scheme, so that the auxiliary time of the upper and lower parts overlap with the working time and improve the utilization rate. If processing a new type of workpiece, it is only necessary to redesign the tooling fixture on the indexing machine and prepare the processing program, which can be used for the processing of the new type of workpiece.
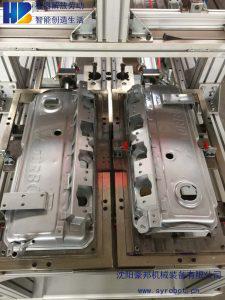
Main Equipment Composition And Processing Process
This workstation is composed of variable position system, feeding mechanism, clamping device, frame mechanism, etc.
Processing Processes:
1、The workpiece is mounted on the clamps of the feeding mechanism, and the feeding mechanism travels to the machine.
2、During the work of the machine processing each hole (variable position system work), the workpiece is mounted on the other side of the feeding system.
3、After machining is completed, the other side of the workpiece enters the machine for machining.
4、Repeat steps 1-3.
Overview Of Machine Capacity And Workpiece Quality Control
It can complete the work of removing plastic powder from two kinds of threads and most of threaded holes in M5, M6 and M8 on the rocker cover bracket.
Can be applied to all three categories of rocker cover thread demoulding work (angle with the plane <25 °).
It is expected to reach 600 pieces/8h (48s/piece).
Will not hurt the workpiece surface spray coating.
Equipment Requirements For Workpieces
1.The error of position of the threaded hole consistency on the workpiece processed by the equipment is less than ±0.5 mm.
2.The thread position offset error needs to be controlled within the range of the tap guide.